
DIYで棚を作ったり家具を修理したりするとき、インパクトドライバーを使ってビスを打ち込む作業は避けて通れません。でも、いざ木材にネジを締めようとすると板が「ミシッ」と音を立てて割れてしまったり、途中でネジが入らなくなって頭を舐めてしまったりして困ったことはないでしょうか。なお、ネジ頭を舐める・締めすぎる失敗を減らすコツはインパクトドライバーにクラッチ機能はない?失敗しない対策と代用案でも詳しく解説しています。
 インパくん
インパくんネジしめ太さん、聞いてくださいよ!棚を作ろうと思ってネジを締めたら、板が『ミシッ』って割れちゃったんです…。プロみたいに綺麗に仕上げたいのに、何がいけないんでしょう?
 ネジしめ太
ネジしめ太あちゃー、それは悔しいですね。でもその失敗、実は『下穴』が原因かもしれませんよ。
実はその失敗の多くは、適切な「下穴」が開けられていないことが原因です。インパクトドライバーでの下穴の開け方は、木材や鉄、コンクリートといった素材ごとの特徴や、適切なドリルのサイズ選びを知ることで劇的に上達します。「たかが穴あけ」と侮るなかれ、ここをマスターすれば作品の仕上がりが一段も二段もレベルアップします。
この記事では、初心者の方でも迷わないように、下穴の深さの目安やビットの選び方について、私自身の数々の失敗談や経験も交えながら、可能な限り分かりやすくお話ししていきます。
- 木材の割れを確実に防ぐための正しい下穴サイズの選び方
- 鉄やコンクリートなど素材別に見るインパクトドライバーを使った穿孔のコツ
- 下穴を開ける作業中にビットがポキっと折れてしまう原因と対策
- 仕上がりを一段上のレベルにする皿取り加工とバリ取りの手順
失敗しないインパクトドライバーの下穴の開け方
インパクトドライバーは本来「回転+打撃(インパクト)」でネジを強力に締め込むための工具ですが、DIYではドリルビットを装着して穴あけ作業にも頻繁に使いますよね。ただ、闇雲にトリガーを引いて穴を開けようとすると、木材が割れたり、最悪の場合はビットが折れて材料の中に残ってしまったりといったトラブルが起きがちです。
「穴が開けばなんでもいい」という考えは一旦捨てて、まずは基本となる木材へのアプローチと、道具選びの鉄則からしっかりと押さえていきましょう。
- 木材の割れを防ぐ下穴サイズの基準
- ネジ長さに応じた下穴の深さの目安
- テーパーとストレートの錐の選び方
- 堅木やハードウッドのネジ切れ対策
- 下穴作業でドリルビットが折れる理由
木材の割れを防ぐ下穴サイズの基準
 インパくん
インパくん下穴のサイズって、手持ちのドリルでなんとなく決めてもいいんですか?
ネジしめ太それは一番やっちゃダメなやつです!穴が小さすぎれば木が割れますし、逆に大きすぎればネジがスカスカになって何の意味もなくなっちゃいますからね。
実はここには、ドリルメーカーやプロも実践している明確なルールがあるんです。基本となるのは「70-80%ルール」という考え方です。これは、使用するネジ(ビス)のネジ山を含む外径に対して、70%〜80%の太さの下穴を開けるというものです。
この数値は、日本の主要な木工ドリルメーカーである株式会社スターエムなどの専門企業も推奨している、非常に信頼できる目安です。
下穴サイズの選び方・決定プロセス
木材の硬さによって、このパーセンテージを微調整するのがコツです。
- 柔らかい木(SPF材、杉、パインなど):
ネジ径の約70%を選びます。木が柔らかいので、ネジ山が食い込む余地を多く残し、ガッチリと木材繊維に食いつかせて保持力(引き抜き強度)を高めるためです。 - 硬い木(広葉樹、古材、ナラなど):
ネジ径の約80%を選びます。木が硬いとネジが入りにくいため、摩擦抵抗を減らすために少し大きめの穴を開けます。
具体的な計算例と早見表
例えば、DIYで最も頻繁に使う「太さ4.2mmのコーススレッド」を使う場合を計算してみましょう。
- 計算式: 4.2mm × 0.7(70%) = 2.94mm
この計算結果から、3mm程度の下穴錐を選ぶのが正解という解が導き出されます。もし3.8mmのネジを使うなら、2.7mm〜3.0mm程度のドリルが適正ということになりますね。
いちいち計算するのが面倒な方のために、一般的なコーススレッドの太さと、推奨される下穴径の関係を表にまとめました。
| ネジの呼び径(mm) | 柔らかい木の下穴目安(mm) (SPF・杉・パイン等) | 硬い木の下穴目安(mm) (ナラ・タモ・古材等) | 備考 |
|---|---|---|---|
| 3.5 | 2.4 – 2.8 | 3.0 – 3.2 | 細いビスは折れやすいので下穴必須 |
| 3.8 | 2.7 – 3.0 | 3.2 – 3.4 | 内装や家具製作でよく使われるサイズ |
| 4.2 | 2.9 – 3.3 | 3.6 – 3.8 | 一般的なコーススレッド(最も多用) |
| 4.5 | 3.1 – 3.6 | 3.8 – 4.1 | 太径はトルクが必要なので下穴重要 |
ネジ長さに応じた下穴の深さの目安

次に迷うのが「どれくらいの深さまで穴を開ければいいのか」という点ですね。「ネジの長さと全く同じ深さまで開けないといけない」と几帳面に考えている方もいますが、必ずしもそうではありません。
基本的には、ネジの長さの「半分から3分の2程度」の深さがあれば十分機能します。これは、ネジの先端部分さえ下穴によってガイド(案内)されていれば、あとはネジ自身の推進力で真っ直ぐ進んでいけるからです。
【例外】奥まで開けるべきケース
以下の場合は、ネジの長さ(有効長)ギリギリまで下穴を開けることを強くおすすめします。
- 半ネジタイプ:ネジの上半分に溝がないタイプ。軸部分の抵抗が大きいので深めの下穴が必要です。
- 非常に硬い材料:先端が入っても途中から進まなくなり、ネジ頭の破損リスクが上がります。
- 端に近い場所:木材の端部は割れやすいので、奥まで穴を開けて負荷を減らします。
深さを一定にする「マスキングテープ」テクニック
目分量で深さを調整するのは難しいものです。そんな時は、ドリルビットにマスキングテープを貼って「深さガイド」を作りましょう。
- 使いたいネジをドリルビットの横に並べます。
- ネジの長さの2/3程度の位置に、ドリルビットにマスキングテープを巻き付けます。
- 穴を開ける際、テープが木材に触れる手前で止めれば、均一な深さで加工できます。
テーパーとストレートの錐の選び方

ホームセンターのドリル売り場に行くと、「先が細くなっているもの」と「寸胴(ずんどう)で真っ直ぐなもの」の2種類があることに気づくと思います。これらは形が違うだけでなく、得意とする作業が明確に違います。
テーパー型とストレート型の比較
| 種類 | 形状の特徴 | 主なメリット | 向いている作業 |
|---|---|---|---|
| テーパー型 (下穴錐) | 先端に向かって 円錐状に細くなる | ・食いつきが良い(滑らない) ・木ネジの形状に合う ・釘の下穴にも最適 | ・木ネジの下穴あけ ・釘打ちの下穴 |
| ストレート型 (鉄工・木工) | 根元から先端まで 同じ太さ | ・深さに関わらず径が一定 ・奥まで逃げを作れる | ・ボルトの貫通穴 ・ダボ穴加工 ・長いビスの下穴 |
私たちDIYerが通常の木ネジ用に使うなら、基本的には「テーパー型」がおすすめです。先端が細いため、ポンチなしでも狙った位置にズレずに「サクッ」と刺さりやすく、初心者でも扱いやすいのが最大の特徴です。代表的な製品として「スターエム No.75S」などがあり、DIYの必携ツールと言えます。
堅木やハードウッドのネジ切れ対策

ウッドデッキ作りなどで人気の「イペ」「ウリン」「セランガンバツ」といったハードウッド(超硬質木材)は、別格の硬さを持っています。「木」というより「プラスチックや軟らかい金属」に近い密度があるため、これらに普通の木材と同じ感覚で挑むと、締め込み途中でネジの頭が「バチン!」と破損するといったトラブルが起きやすくなります。
ハードウッド攻略のためには、以下の3つの鉄則を絶対に守ってください。
ハードウッド施工の3大鉄則
- 下穴は絶対必須:「開けたほうがいい」ではなく「開けないと厳しい」です。特に端部や割れやすい条件では、下穴なし施工は避けてください。
- 下穴径は目的で決める:一般材の「70%〜80%」は有効な目安ですが、ハードウッドではネジの芯径(谷径)〜軸径(ねじ無し部)に近い径を基準にし、抵抗が強い場合は少しずつ太くして調整します(※“外径の90%〜100%を常に推奨”と断言はできません。ネジ形状・材の密度・含水率で最適値が変わります)。
- ハイス鋼ビットを使う:硬材では刃の摩耗が速くなります。「ハイス(HSS)」や「コバルトハイス」と書かれたビットを選ぶと安定しやすいです。
「クリアランスホール(バカ穴)」の重要性
特に、2枚の板を留める際、上の板(手前の板)にはネジのネジ山が噛まないよう、ネジ径より大きい穴(バカ穴)を開けておくことが重要です。これにより、ネジが上の板を素通りして下の板だけを引き寄せるため、隙間なく強力に締め付けることができます。
下穴作業でドリルビットが折れる理由
「作業中に細いドリルビットがポキッと折れた!」という経験、私もあります。3mm以下の細いビットは本当に折れやすいのですが、実はこれ、インパクトドライバー特有の「衝撃(負荷がかかった時のインパクト作動)」や、穴の中で切粉が詰まった状態での無理な送り、そして斜めにこじる横荷重が重なることで起きやすいんです。
なぜ折れるのか?メカニズムを知る
インパクトドライバーは負荷がかかると「ダダダダッ」と回転方向に打撃を加えます。この衝撃トルクは、細いドリルビットにとっては過酷です。特に、穴の奥深くで木屑が詰まって動かなくなった状態でインパクトが作動すると、ビットの先端がロックされたまま軸だけが無理やり回され、破損しやすくなります。
折らないための具体的な対策
- トリガーコントロール:トリガーを優しく引いて、なるべく打撃(ガガガッという音)が作動しないように回転させること。
- ピストン運動(ペッキング):一気に奥まで開けようとせず、「少し進んで引く、また進んで引く」という動作を繰り返し、穴の中の切粉をこまめに外に出すこと。
- 無理にこじらない:穴を開けたままインパクトを斜めに倒すと、簡単に折れます。常に垂直を意識しましょう。
素材別インパクトドライバーの下穴の開け方
DIYの幅が広がると、木材以外の素材、例えばアングル材(鉄)やコンクリートブロックに穴を開けたいシーンも出てきます。「インパクトドライバーで金属や石に穴を開けてもいいの?」という疑問を持つ方も多いですが、結論から言えば「条件付きで可能」です。それぞれの素材ごとの攻略法を解説します。
- 鉄や金属加工における回転数のコツ
- コンクリートへの穿孔と注意点
- ステンレスなど難削材への対処法
- 皿取り加工で仕上がりを良くする方法
- インパクトドライバーの下穴の開け方の要点
鉄や金属加工における回転数のコツ
インパくんインパクトドライバーならパワーがあるし、鉄板もガガガッ!と一気に開けられますよね?
ネジしめ太ストップ!それ、ビットがダメになる一番の原因です。金属相手に『ガガガッ』と打撃(インパクト)を加えるのは基本的にNGですよ!
インパクトドライバーで鉄に穴を開けることは可能ですが、最大の注意点は「打撃(インパクト)を作動させないこと」です。
金属用ドリルは、刃先で素材を薄く削り取って穴を開ける仕組みです。ここに強い衝撃が加わると、刃先の欠けや寿命低下につながりやすくなります。また、特にステンレスなど一部の金属は、削り方(熱の入れ方)によって表面が硬くなり、急に削れなくなる「加工硬化」が起きやすいことも知られています。
金属穿孔を成功させる3ステップ
- センターポンチを打つ:
金属は表面がツルツルして滑りやすいので、ドリルの刃が逃げないよう、あらかじめポンチとハンマーで小さな窪み(ガイド)をつけます。 - 低速で回す・切削油を使う:
トリガーを少しだけ引き、低速回転でゆっくりと刃を食いつかせます。この時、「タッピングスプレー」などの切削油を使うと、刃の寿命と切れ味が良くなります。ステンレスは特に熱が敵なので、冷却・潤滑を意識してください。 - 寸止めマインド:
穴が貫通する瞬間が一番危険です。ドリルがガツンと引っかかって手首を持っていかれそうになるので、抜けそうになったら押す力を緩め、慎重に貫通させます。
コンクリートへの穿孔と注意点

コンクリートの壁やブロックにプラグやアンカーを打ちたい場合、通常の鉄工ドリルや木工ドリルでは歯が立ちません。必ず「コンクリート用」として販売されているビットを用意してください。
最近では、インパクトドライバーにワンタッチで装着できる「六角軸のコンクリートドリル」が各社から発売されています。六角軸ビット自体は手軽ですが、標準的なインパクトドライバーの回転方向インパクトは、コンクリート穴あけ用途としては効率が高い方式ではありません。硬いコンクリートや深い穴では、振動ドリル/ハンマードリルが基本です。
振動ドリルとの違い
本職用の「振動ドリル」や「ハンマードリル」は縦方向(前後)に叩きますが、インパクトドライバーは回転方向(横)に叩きます。そのため、向き不向きがあります。どうしてもインパクトドライバーで行うなら、ブロック・モルタル等の比較的やわらかい母材で小径、かつ短い深さに限定するのが現実的です(※機種や母材で大きく変わります)。詳しくは、サイト内の解説も参考にしてください:インパクトドライバーの打撃オフは可能?ドリルモードと故障リスク
【重要】角(カド)の割れに注意!
ブロックやコンクリートの「端っこ(ヘリ)」に近い場所に強い衝撃がかかる穴あけをすると、母材が「ボコッ」と大きく割れ落ちることがあります。端への施工は特に慎重に行うか、打撃の加わらない「ドリルドライバー」の回転モードを使用する方が安全です。
ステンレスなど難削材への対処法
ステンレス(SUS304など)は、熱を持ちやすく粘り強い、厄介な「難削材」です。これをインパクトドライバーで開けるのは難易度が高いですが、どうしても行う場合は以下の点に注意して挑んでください。
- コバルトハイス(HSS-Co)ビットを使う:
安価な一般ビットでは、条件によって刃先が早く鈍ることがあります。ステンレス対応を明記した「コバルトハイス」等を選ぶと安定しやすいです。 - 切削油を必ず使う:
ステンレス加工の敵は「熱」です。熱が溜まると削れにくくなり、刃も傷みやすいので、切削油で冷却・潤滑してください。 - 押し付ける力は一定に、回転は抑えめに:
摩擦熱を増やしすぎないよう、ゆっくり削るイメージで回します。途中で滑って擦る時間が長いほど不利になりやすいので、姿勢と刃の当て方を整えてください。
皿取り加工で仕上がりを良くする方法
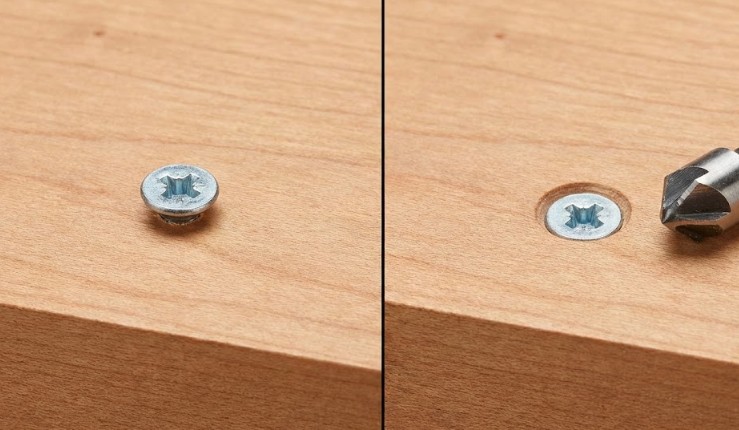
最後に、仕上がりをワンランクアップさせるテクニックを紹介します。ネジの頭が板の表面から飛び出していると、見た目が悪いだけでなく、手で触れた時に怪我をしたり、上に物を置いた時にガタついたりと良いことがありません。
そこで行いたいのが「皿取り(さらとり)」です。皿ネジを使う場合、下穴の入り口をすり鉢状(円錐状)に少し削る加工のことです。
皿取錐(さらとりきり)の活用
これを一発で決めるなら、下穴あけと同時に皿取り加工もできる「皿取錐」という便利なビットがおすすめです。スターエムの「No.58X」などが有名ですね。
これを使うだけで、ネジ頭が木材の面とフラット(平ら)に収まり、家具のような美しい仕上がりになります。
バリ取りの重要性
また、金属に穴を開けた後に残る鋭利な「バリ」も危険です。これを取るには「面取りカッター」や「バリ取りビット」を使います。インパクトドライバーで正転(時計回り)させながら軽く当てるだけで、一瞬でバリが取れて滑らかになります。木材の面取り・仕上げ系の注意点は、サイト内の解説も参考になります:木材の面取りはインパクトドライバーで可能?綺麗に仕上げるコツ
インパクトドライバーの下穴の開け方の要点
ここまで、素材ごとの特性やビットの選び方、そして失敗しないためのコツについて見てきました。情報量が多かったと思いますので、最後に特に大切なポイントをまとめておきます。
今回のまとめ
- 木材の下穴は「ネジ径の70〜80%」が黄金ルール。迷ったらこの数値を思い出してください。
- ハードウッドには必ず下穴を開け、硬材に耐えるビットを使い、下穴径は芯径〜軸径を基準に微調整すること。
- 金属への穴あけは、インパクトの打撃を作動させず「低速回転+切削油」で削るのが鉄則(特にステンレスは熱管理)。
- コンクリートの端部は衝撃で割れやすいので、打撃には細心の注意を払う。
- 「皿取り」と「バリ取り」を行うことで、仕上がりと安全性が格段にアップする。
下穴を開けるという作業は、一見すると地味で面倒に感じるかもしれません。しかし、ここを丁寧に行うかどうかが、最終的な作品の完成度や強度を左右します。「急がば回れ」の精神で、ぜひ適切なビットを選んで、気持ちの良いDIYライフを楽しんでくださいね!







コメント